The 1990 Lincoln Town Car – The Inside Story
by Howard Payne
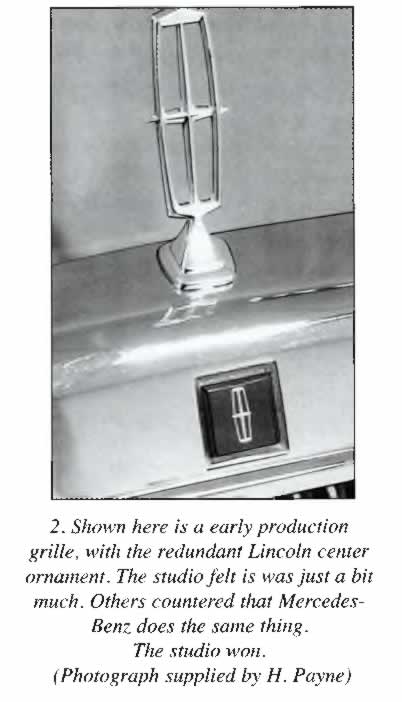
Originally published in the March-April 2004 issue of Continental Comments (Issue # 257).
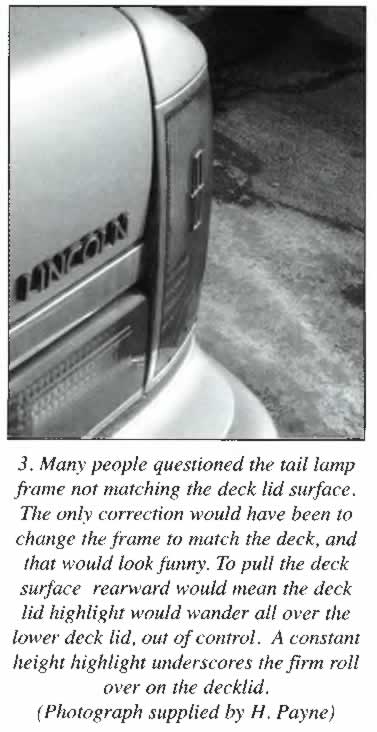
My involvement with the design development of the 1990 Lincoln Town Car was one of the high points of my design career at Ford Motor Company. After my June, 1956, graduation from The Cleveland Institute of Art, I was hired by Ford Motor Company, and assigned to the Lincoln Studio. My first project was to design a quad headlamp for the Mark II. The Mark II vehicle was later cancelled. Just a few weeks later, I was in the Interior studio and assigned to design the steering wheel for the 1958 Mark III. About a year or so later, John Orfe, a fellow designer, and I convinced management to let us “do our own thing” for the 1961 Lincoln Continental. Our design was well received, but it was not approved.
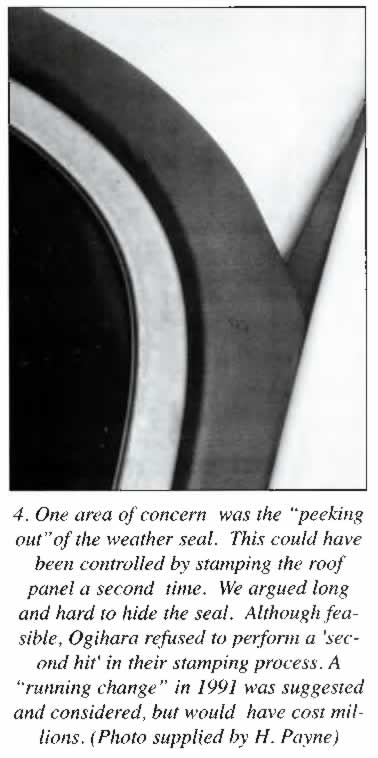
This was pretty heady stuff for a young designer so fresh from art school. A few years later, found me in Art Querfeld’s Studio working on the Continental Mark III. All were great experiences. It seemed that I just kept coming back to the Lincoln Studio.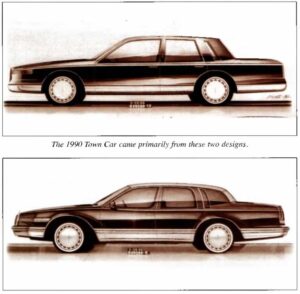
In the fall of 1986, Gale Halderman requested my transfer to his Luxury Vehicle Studio, where I was assigned to the Mark VIII, and worked with Dennis Reardon and Rick Wells on a Lincoln show car we called “Slide and Slice”, but that is another story for another time. We were just finishing it for casting it in fiberglass about mid-January. Little did I know as that project was ending, another adventure was about to unfold.
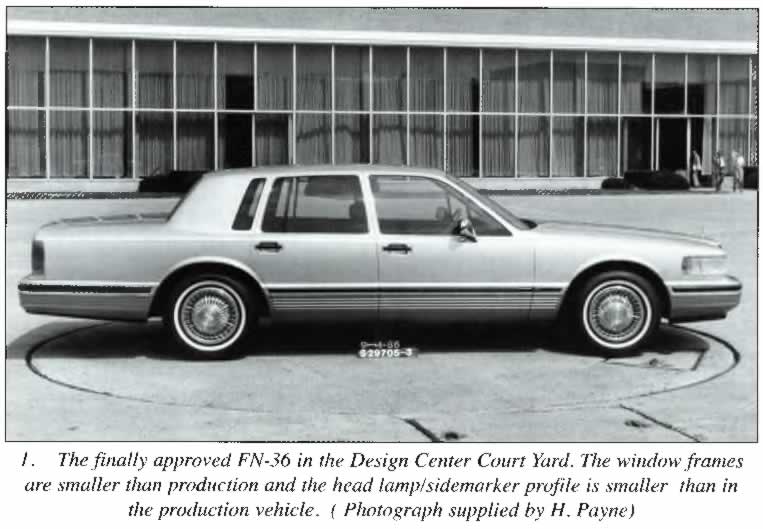
Months earlier, the new 1990 Lincoln Town Car (code named FN-36) design had been approved and was moving into the “feasibility” phase. This phase is where studies are conducted, and necessary changes made to assure the vehicle can, in fact, be built with quality and maintain cost targets. We had watched the progress of the FN-36 from across the studio, and were pleased with the theme as it had all the hallmarks of a sure winner. Final design responsibility rested with Gale Halderman, director of Luxury Vehicle Studio.
The 1989 Town Car had evolved from the original 1980 design, and this series was eating away at Cadillac sales. The new design had to pick up on its predecessor’s success and move it into the ’90’s. It carried on the good looks of Lincoln, with a strong front end, and strong shoulder element running from the front fenders through the doors culminating in the distinctive Lincoln taillamps. It was a simple clean elegant Lincoln identity from every angle. Modem design for “newness” sake was not Gale’s way, and he made sure it would be recognized instantly as a Lincoln.
When the feasibility phase is initiated, the vehicle is turned over to the Body and Assembly Division whose task it is to build it. At this stage, production engineers from the assembly plant, suppliers, and Purchasing were working to make the vehicle perfect and ready for the market. Sometimes minor revisions have to be proposed. For these reasons, the design studio is still involved to assure the original design intent is preserved.
Upon approval of the FN-36 design, a formal event within the company, Ford had several new vehicles in the “pipeline” which all required immediate funding and staffing with feasibility expertise. Adequate staff was unavailable. This forced a decision to ” go outside” the organization and obtain the needed expertise on the open market. The rationale behind this was that a few Ford people could direct scores of other experts, multiplying their talent while saving the Company money and getting the job done, too.
The project was let out for bids to several automotive engineering firms. While not something new to Detroit for Ford, the size of the job to be done with outside help was a first. The decision was made to go with I.A.D. (International Automotive Design) of Worthing, West Sussex, England, just West of Brighton on the South Coast. I.A.D. was not new to the automotive scene, as they had a good reputation, good facilities, and had completed many programs for Rolls Royce and Volvo.
 Soon, dozens of Ford people were on their way to England, with assignments of one to two years, long hours, and hard work preparing the new Town Car for “Job 1.” ” Job 1″ is automotive parlance for the first production vehicle of that model series.
Soon, dozens of Ford people were on their way to England, with assignments of one to two years, long hours, and hard work preparing the new Town Car for “Job 1.” ” Job 1″ is automotive parlance for the first production vehicle of that model series.
Surface digitized drawings and the final clay model of the new FN-36 were prepared and shipped to Worthing. A Design Manager for Interior, a design Manager for Exterior, and a “resident Engineer” also followed the model to England. Almost immediately, problems started. The plane’s landing must have been rough, as the final clay model was broken into more pieces than one can count.
It was then up to I.A.D. to recreate the model using the scanner drawings accompanying the model, with the direction from those sent from the studio assigned to the program. Back in Dearborn, this was a major concern, knowing from experience how difficult it would be to restore a design without changing it, and our Design Management became very nervous.
In mid January, I received a call to come directly to Mr. Halderman’s office. It was late on a Thursday afternoon, and I had no idea why I was being summoned. I remember walking to his office wondering just what the cause was for my being
called.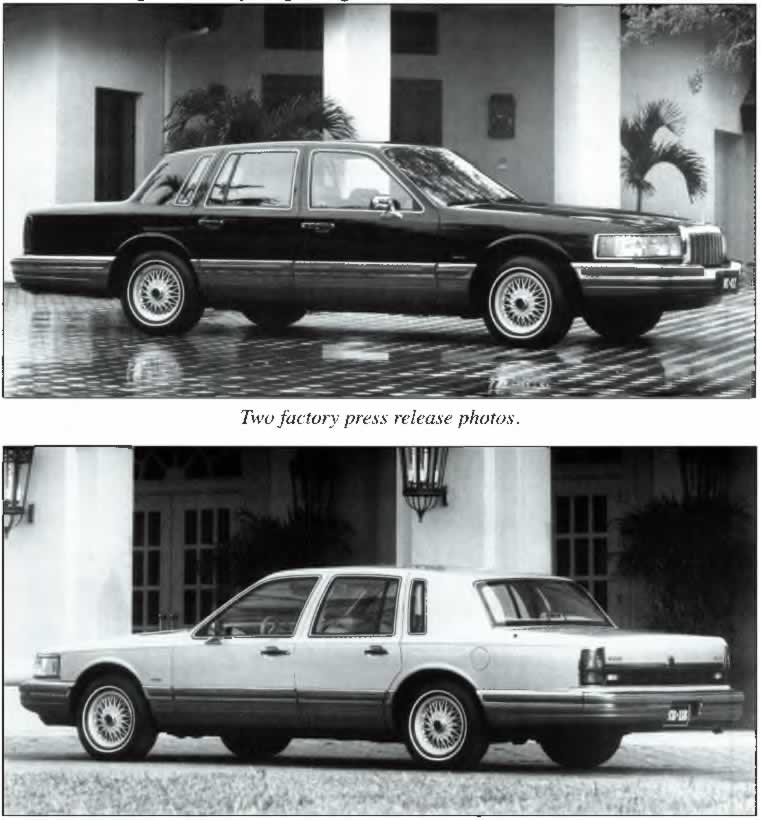
Once in his office, Gale was direct and to the point. “The FN-36 is in trouble,” he told me. “And it may not make Job 1!” (With federal regulations requiring airbags in 1990 model year, carrying over the old model was not an option.) “If it doesn’t” he went on- “It’s going to cost the Company one million dollars a day until we make Job 1! I’d like you to go over to I.A.D. and take over as Manager of Exterior Design. We’re also sending over a new Interior Design Manager.”
To his credit, he did not elaborate as to what was wrong, what had happened over there, nor what was going to happen. He was all business, “Talk it over with your family first, but” he continued “I must know by tomorrow first thing!” It was obvious to me that Gale was strained and not his normal self.
My wife and I discussed it, and reminded ourselves that our two youngest would both graduate from college in May. We decided we could work it out, albeit with a bit of “pond hopping” on my part, and we did. We knew that if the on-site management was failing, I could do no worse. With 31 years of design experience at Ford, I knew I could do better. The decision seemed simple.
 Friday morning, first thing, I reported to Gale’s office. His secretary, with a sweep of her arm, directed me into his inner office. Seated, I told him I was available, I would go. At that, he turned and asked his secretary to connect him with the studio in Worthing. She must have had them on hold, as he immediately started the conversation with the Manager in England without a hello or any pleasantries. He directed the two Managers to, “Be in my office first thing Monday morning!” and the call was ended. Now the urgency began to really sink in.
Friday morning, first thing, I reported to Gale’s office. His secretary, with a sweep of her arm, directed me into his inner office. Seated, I told him I was available, I would go. At that, he turned and asked his secretary to connect him with the studio in Worthing. She must have had them on hold, as he immediately started the conversation with the Manager in England without a hello or any pleasantries. He directed the two Managers to, “Be in my office first thing Monday morning!” and the call was ended. Now the urgency began to really sink in.
In short order I was on my way to England, not really knowing how long my presence would be required or exactly what I would find once I was there. However, upon arriving at the Worthing Studio, I was quickly brought up to speed. The studio engineering supervisor/manager Norm Ziegert, a good friend and an excellent engineer, showed me around. I was quite surprised at the number of items that were incomplete, but my biggest surprise was toward the rear of the clay model.
The Town Car used a carryover floorpan from the preceding 1989 model. The floorplan was something you knew you had to live with, as changing it meant developing an all new part which we didn’t have funding, nor time, for. Yet, there on the lower rear quarter panels was the trunk floor protruding through the rear fenders 1 1/2 inches on each side!! Unbelievable! This required top priority and immediate action.
“Norm,” I asked, “why aren’t there any door handles on the model?” His reply only increased my worries. “Well,“ he began, “We’re on design number 20, but still haven’t come up with anything Dearborn will approve.”
At this point I looked down to see if I just might be sinking into the concrete floor! Within two weeks we had an approved door handle design, thanks to long hours with a very talented I.A.D. draftsman. But with the “Cube Review” coming up in just four weeks, I knew we were in deep trouble. Together we started a list of what needed to be done, and prioritized each item. Most of them had four stars. Bumpers, body side moldings, tail lamps, head lamps, vinyl window moldings, grille, it went on and on.
 That very first night we worked until 9:00 right along side of the modelers, which I was told they appreciated. I made my own quarter panel templates, went to the board, and quickly surfaced the rear quarters to cover the trunk floor with the required clearances. By 9:00 the next morning we had the rear fenders finished.
That very first night we worked until 9:00 right along side of the modelers, which I was told they appreciated. I made my own quarter panel templates, went to the board, and quickly surfaced the rear quarters to cover the trunk floor with the required clearances. By 9:00 the next morning we had the rear fenders finished.
A “Cube Review” is an important step in verifying the dimensions of all the parts of the vehicle body. It is conducted on a surface plate. This plate is a very large platform of very thick steel, sometimes solid, that is dimensionally stable. With grid lines etched into the surface, measuring can be highly accurate, which permits verifying if the part will fit the whole. The cube review utilizes a cube or block of highly stable laminated wood with one side duplicating the surface of a section of the vehicle. This surface is developed from the surface drawings which are released to tool the vehicle. A cube or block for a door, a cube for a fender. Slide all the cubes together and you have a glossy black exact representation of the vehicle. With several bright lamps lighting on the surfaces, the highlights, (the reflected light can be checked to ascertain that they flow from one panel to the next. This is the designers’ last chance for any revisions as from these cubes the stamping dies will be cut. The cube review is one more formal event for the Company. This is a highly critical step in the feasibility process, and to fail this deadline can be fatal for a program (not to mention the personnel). From these approved cubes, the stamping dies will be cut.
 The cube review would be conducted by Press Patterns in Nuneaton, near Coventry, as they had the contract to fabricate the die models. It was 150 miles to Nuneaton, but with the problems we faced, it might as well have been a million miles away.
The cube review would be conducted by Press Patterns in Nuneaton, near Coventry, as they had the contract to fabricate the die models. It was 150 miles to Nuneaton, but with the problems we faced, it might as well have been a million miles away.
Twenty or so Ford B&A engineers and six or so representatives from Ogihara, the Japanese metal stamping company who had the contract to do the sheet metal stamping for the FN-36 were also there.
As soon as the meeting started it was a disaster! People were mumbling and grumbling instead of focusing on the business at hand. Surfaces did not flow from body panel to body panel, the highlights (reflected light) jumped at every joint, doors didn’t match fenders, fender surfaces were lower than the hood or deck (trunk) lid. Good design practice locates the fenders surface 1 to 2 mm. above the hood or deck, so your eye will follow the surface and not look into the opening. The meeting was a very humbling experience. We did not want Dearborn to know what was being shown, yet somehow hoped they would understand what we were up against. Meeting members started to make comments like, “we’ll never make it, we’ll never get it right, what a mess; who allowed this to happen? You are not ready for this review” .
Rather than let the negativism continue and get out of control, Norm and I grabbed white grease pencils and started to mark the various black cubes where corrections were required. Soon, a more positive air began to develop, solutions were offered, and group effort prevailed, and it continued for the duration of the program.
This was a pivotal point, as now the whole team knew that design had a problem and needed their help. A new attitude grew towards Norm and me, and strange as it may seem, this group was now looking at us to save the program.
I’m convinced that the FN-36 program produced a superior Town Car because of the re-examination of every part of the car. Instinctively, we knew that each and every part had to be re-evaluated and, in most cases, redrawn. Without holding a witch hunt, I think the fault lay with I.A.D. employing young inexperienced CADCAM draftspeople who had yet to master the basics. Always put the adjoining parts on the same drawing, insuring the pieces join and match. All surfaces must accelerate into the next surface, thus avoiding break lines and tangent lines in the surface. Always compare your drawings by overlaying the ‘release’ drawing (black line) to the scanner drawing from the studio (red line) to insure design intent is maintained. The draftsmen did not understand that the designer may put a twist in a body line for a reason, they just considered it a mistake and corrected it.
The second area of responsibility falls to the on site design management effort, as someone simply just was not watching the shop. At this point in developing a vehicle it is a cooperative effort, Design (Styling) , Engineering, Body and Assembly, and the Suppliers.
We found the headlamp and tail lamp frames were cocked, not level with the world. Grille bars, for example, were all drawn parallel, not splayed out to look parallel. I’m convinced we caught all the errors in a timely manner, but the pressure was constant. It was about this time that I became aware of five or six of the more knowledgeable IAD engineers who would come to me and ask to speak in private. Then, a suggestion would be made that I look at a certain drawing—for instance, the deck lid lock surface in relation to the latch mechanism. Sure enough, there would be a problem.
After six months Norm and I returned to the States and our previous assignments. However, I continued to fly to the UK and Worthing every two or three weeks and stay as needed. I’d check drawings, meet with part suppliers, and attend B&A meetings. When back in Dearborn, Norm and I started work on the 1991 model bumpers and body side moldings, while trying to keep a distant eye on the FN-36 in the U.K.
 Design intent was to have window moldings that were as smooth as possible, for the most flush condition possible. The molding supplier said they could only manufacture them with a vulcanized patch in the corners. This being a new design, a new direction for window design and construction, you find you must listen to the guy who is going to make it. Still I was not happy with the window moldings with the 3 to 3 millimeter lumps in each corner. The new Taurus and Sable were still quite new, and two of them were in the hallway just outside of the studio. For some reason, I decided to examine them. One had the required patches (it was built in Chicago) while the other had the smooth surface we desired (it was built in Atlanta), but both were from the same manufacturer. We set up a meeting, and we got smooth moldings, but no apology from the supplier. Why that company’s representative did not go the extra mile for a vehicle of the class of the Town Car and make sure it maintained the design intent I’ll never know.
Design intent was to have window moldings that were as smooth as possible, for the most flush condition possible. The molding supplier said they could only manufacture them with a vulcanized patch in the corners. This being a new design, a new direction for window design and construction, you find you must listen to the guy who is going to make it. Still I was not happy with the window moldings with the 3 to 3 millimeter lumps in each corner. The new Taurus and Sable were still quite new, and two of them were in the hallway just outside of the studio. For some reason, I decided to examine them. One had the required patches (it was built in Chicago) while the other had the smooth surface we desired (it was built in Atlanta), but both were from the same manufacturer. We set up a meeting, and we got smooth moldings, but no apology from the supplier. Why that company’s representative did not go the extra mile for a vehicle of the class of the Town Car and make sure it maintained the design intent I’ll never know.
 Some readers may be wondering why a vinyl roof option was not offered. We designed one, and Arvin Industries in Columbus, Indiana, was to produce them. I thought it was a good looking option, not my cup of tea, but it looked good. It was a three piece design with appliques on each rear door and a cap on the roof. B&A assembled one on a prototype with the roof option in silver vinyl and installed on a maroon body (that combination looked horrid). Someone parked it in the Design Center courtyard shortly before Lew Veraldi, vice president of Product Development, walked across the courtyard with a cadre of assistants close behind. I’m told he stopped, looked at the FN-36, studied it and then announced, “I don’t want to see a Town Car with a vinyl roof.” The next thing we knew there was no vinyl roof option. It even disappeared from the product assumption book, which outlines each and every feature for the vehicle. Lincoln lost control of the vinyl roof design, and a sizeable profit went to the dealers who did it themselves, sometimes not too wisely.
Some readers may be wondering why a vinyl roof option was not offered. We designed one, and Arvin Industries in Columbus, Indiana, was to produce them. I thought it was a good looking option, not my cup of tea, but it looked good. It was a three piece design with appliques on each rear door and a cap on the roof. B&A assembled one on a prototype with the roof option in silver vinyl and installed on a maroon body (that combination looked horrid). Someone parked it in the Design Center courtyard shortly before Lew Veraldi, vice president of Product Development, walked across the courtyard with a cadre of assistants close behind. I’m told he stopped, looked at the FN-36, studied it and then announced, “I don’t want to see a Town Car with a vinyl roof.” The next thing we knew there was no vinyl roof option. It even disappeared from the product assumption book, which outlines each and every feature for the vehicle. Lincoln lost control of the vinyl roof design, and a sizeable profit went to the dealers who did it themselves, sometimes not too wisely.
There is one more story readers may not know about: the Lincoln- Zephyr touring sedan. IAD, trying to improve relations with Ford and create some more income, came up with the Zephyr. They directed their designers to customize a Town Car prototype, to develop a Touring Sedan, and then send it over for our approval. It was not a design success. Gale proposed that I do some sketches showing IAD what should be done to improve the appearance. The moldings were crude, tail lamps and headlamps were devoid of any detail, and the front and rear did not say “Lincoln.” We made up a leather portfolio containing my sketches, and both it and the Sedan were returned to IAD never to be seen nor heard of again.
To the credit of everyone who worked on the FN-36, the Town Car was an instant hit in the marketplace (our court of approval) sales zoomed, and it was awarded the Motor Trend Car o f the Year for 1990.1 will always be proud of the 1990 Town Car, an elegant luxury vehicle.
HOWARD PAYNE PROFILE
Howard Payne was raised in Goshen, Indiana, and discovered his automotive interest when he built a ’32 Ford High Boy in 1950. Displaying his artistic talent caused relatives to send him a news article about George Walker an alumnus of the Cleveland Institute of Art who was heading Design at Ford Motor Company. Payne applied to CIA and was accepted. The summer after his third year, Joe Oros hired him as an intern in Alex Tremulis’ Advanced Studio, and he was offered a job at Ford when he graduated.
In 1956, he started his design career in John Najar’s Lincoln Exterior Studio, and then was rotated to the interior studio working on the 1958 Lincoln and Continental. Rotated back to the exterior group he then worked on Rulo Conrad’s Lincoln Envoy. Unhappy with the direction the studio was taking on the 1961 Lincolns he and John Orfe, convinced Najar and John Reinhart to allow them to use the former lunch room to design and build a 1961 proposal which was well received by management.
Upon completion of the Continental proposal Payne was transferred to the Mercury studio where he was assigned the 1963 Mercury Marauder show car. Don DeLaRossa then had Payne moved to the Lincoln studio again where he worked on John Aiken’s 1966 Lincoln Continental, Then a transfer found him working on the Mark III in Art Querfeld’s studio, and then a move to Ford interior studio where he designed the 1972 Thunderbird instrument panel which was then shared with the Mark IV. Payne was responsible for designing the interior of the infamous “Anaheim Buck” which became the Mustang 11.
Promoted, he was then assigned to an advanced studio working on the ‘Bobcat’, ‘Fox’, and ‘Panther’ programs. An assignment in international studio led to his designing the Ford Probe II interior, and the Lincoln Concept 100. After a stint in the Koln Germany studios working on a Fiesta for Bob Lutz, Payne was transferred to Gale Halderman’s Luxury Vehicle studio. There he was assigned to the Mark VIII group, and was one of the three designers on the Lincoln,” Slide and Slice” . After his assignment on the 1990 Town Car he designed the Mark VII 1/2, and worked on the Mark VIII, before moving to the Color and Trim studios where he had Color Development and Color and Trim Design for Trucks and small Cars. Payne retired in January of 1997 after almost 41 years at Ford Motor Company Design.